5 million tonnes of plastic is used in the UK every year, nearly half of which is wasted or ends up in landfill.[1]

Thermal Cover Protection (TCP), an advanced insulation material used in the thermal protection of pharmaceuticals and vehicles, consists of plastic and aluminium.
The waste generated from the manufacture of TCP cannot be recycled with traditional methods.
Thermal processes, like pyrolysis, could convert this waste into valuable fuel and chemical compounds.

Thermal processes can be used to convert waste plastic material, as well as biomass, into useful products like oil, gases, char, and chemicals.
The plastic components of TCP decompose at around 300°C and can be ‘cracked’ into their constituent parts, or converted into fuel sources.
The TCP manufacturing process produces offcut waste material which generally ends up in landfill.
Thermal treatment of this waste material could cut the environmental damage and significant cost of landfill.
Case Study
The Energy & Bioproducts Research Institute (EBRI) at Aston University specialises in providing premium, confidential support to companies developing key technologies of commercial importance. One such business, a UK leading manufacturer of vehicle blinds (founded by a West Midlands based entrepreneur), uses an advanced thermal insulation material in a wide range of its customised vehicle products. Originally developed for the pharmaceutical packaging industry, the TCP double layer of air pockets gives it remarkable insulation properties, which make it an extremely effective material for ‘Thermal Blinds’ in cars. The company makes these blinds by utilising the original raw material but after this there is still waste product remaining, due to the intricate cutting process required to meet the bespoke needs of the automotive industry.
The TCP is a composite material comprising 90% polyethylene, 5% polyethylene terephthalate, and 5% aluminium. Decomposing TCP back into those constituent parts is extremely challenging, and the large plastic component makes it almost impossible to recycle. However, those components will decompose when heated to over 300°C, and so thermal treatment of the waste would allow the business to depolymerise and crack the plastics into simpler products like gases, liquids, and char, which can be recycled.
Company background
The firm’s parent company, founded in 2012, originally developed highly effective insulation materials for the pharmaceutical industry. Some biomedical products, such as vaccines, need to be stored at controlled temperatures and TCP was developed to maintain these temperature-sensitive products during transportation.
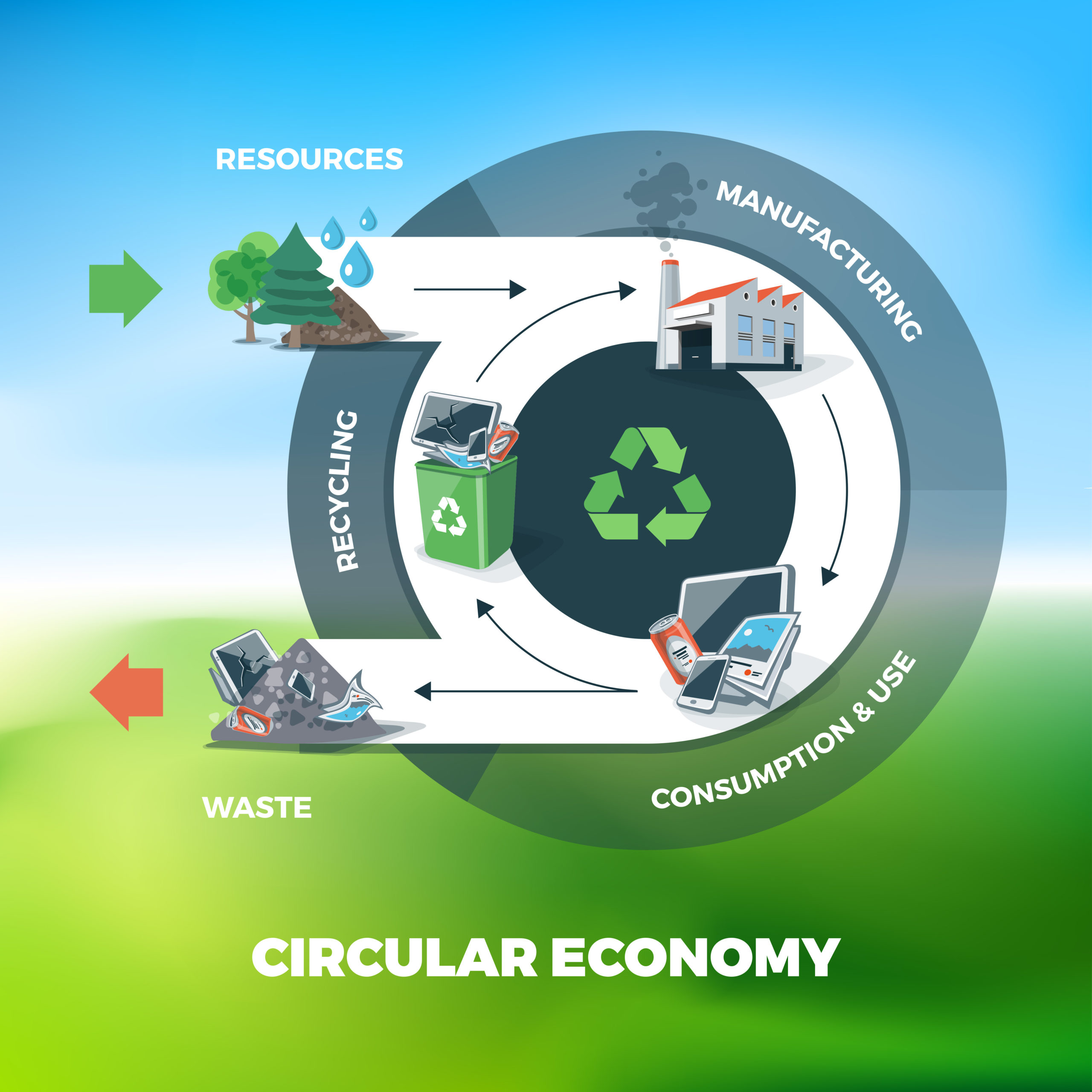
Since its inception, the organisation has continued to improve its procedures and sought new approaches to recycling. Despite this, no clear solution has emerged. Following an investigation into their factory’s efficiency and energy use, the company’s management team, sought help from the Energy & Bioproducts Research Institute (EBRI) at Aston University for guidance on how to minimise their factory waste and contribute to the circular economy.

Support from EBRI
Help to identify new market opportunities
EBRI’s team of scientists and business advisors held a virtual Low Carbon Consultation with the company to discuss its challenge and to explore the various heat treatments available. One potential solution is pyrolysis, where the waste is heated in an oxygen-free environment at between 300°C and 800°C and produces useful byproducts including char and oil. Another option is gasification, where a limited amount of oxygen is reintroduced into the process and the temperature can range from 800°C to 1100°C, which can produce biofuels as well as pure chemicals like hydrogen. The final approach EBRI considered was combustion, where the waste is incinerated at over 1400°C in an excess of oxygen, which directly uses the stored energy as a heat and power source.

As well as producing an effective product, the business needed its recycling solution to be commercially viable. EBRI collaborated to agree on a focused and pragmatic research direction. As well as identifying the right heat treatment method, EBRI also needed to assess whether it is feasible for the company to run its own plant onsite, or whether they should look to work with other companies on a collective recycling process. Although the latter approach would divert the profits from the products, the West Midlands based business would still be significantly reducing their requisite landfill.
Findings and recommendations
EBRI’s investigation found that among the different thermal conversion processes available for the firm’s waste, pyrolysis would give the best results. Compared to the much hotter treatments, pyrolysis is a more versatile approach and is available with a smaller investment. Pyrolysis is also well adapted to the company’s specific feedstock of plastic containing a small amount of aluminium, as the plastics will depolymerise at 300°C which is well within the pyrolysis temperature range. The much higher temperatures needed for gasification and combustion make these expensive and environmentally costly and are not well suited for this application.
The byproducts of pyrolysis have a range of commercial applications as fuel sources and chemical components, and in materials like other plastics and synthetic rubber. EBRI’s team made several investigations into commercially successful pyrolysis facilities to explore the feasibility of on-site pyrolysis for the business. At smaller scales, pyrolysis can be run in batches, rather than the ‘continuous pyrolysis’ plants that require significant feedstock resources to run. However, EBRI’s report found that even the smallest batch processes would still need more waste than the company produces, and have recommended their senior team collaborates with other companies to find the right pyrolysis solution.

“We’ve spent years optimising our operation as much as possible, but reusing the waste product was always the holy grail for us. This has been an insightful process and we’re very excited to start seeing the benefit.”
Managing Director, manufacturer
of vehicle blinds – a business
supported by EBRI.
Above image: A thermal conversion process known as pyrolysis, which heats material in a reactor vessel containing an oxygen-free atmosphere, can be used to process plastic waste into fuel gas, oils and solid residue (char).
Outcome
Having ruled out an on-site pyrolysis plant, EBRI are helping the business find an external pyrolysis partner to supply with their waste.
The company will shortly be starting a testing programme with an already operational plant in the West Midlands, as the suitability of its TCP will depend on the chemical composition of the other feedstocks the plant uses. The team are hoping to completely switch their waste disposal to pyrolysis within six months. Even without the income from the byproducts, they estimate that pyrolysis recycling will cut their landfill requirements by over 50%, as well as significantly reducing the environmental cost of their business.
These benefits are being noticed beyond the business, especially by their end user client base who have to dispose of numerous products after use. When they finish their testing period they are planning to advise those clients on their findings.
“EBRI were extremely helpful and worked to our timeframes, with clear advice in plain English. They could appreciate our commercial perspective and adapt their investigation to suit our needs.”
Managing Director, manufacturer
of vehicle blinds – a business
supported by EBRI.

To download this case study in pdf format click here.
[1] House of Commons Library – Briefing Paper on plastic waste in the UK, https://commonslibrary.parliament.uk/research-briefings/cbp-8515/


















